Bucket-Type
GWI’s Bucket-Type Elevators provide reliable, high-capacity solutions for food processing applications, ensuring the safe and efficient transport of materials. Designed with sanitary standards in mind,

GWI’s Bucket-Type Elevators provide reliable, high-capacity solutions for food processing applications, ensuring the safe and efficient transport of materials. Designed with sanitary standards in mind,
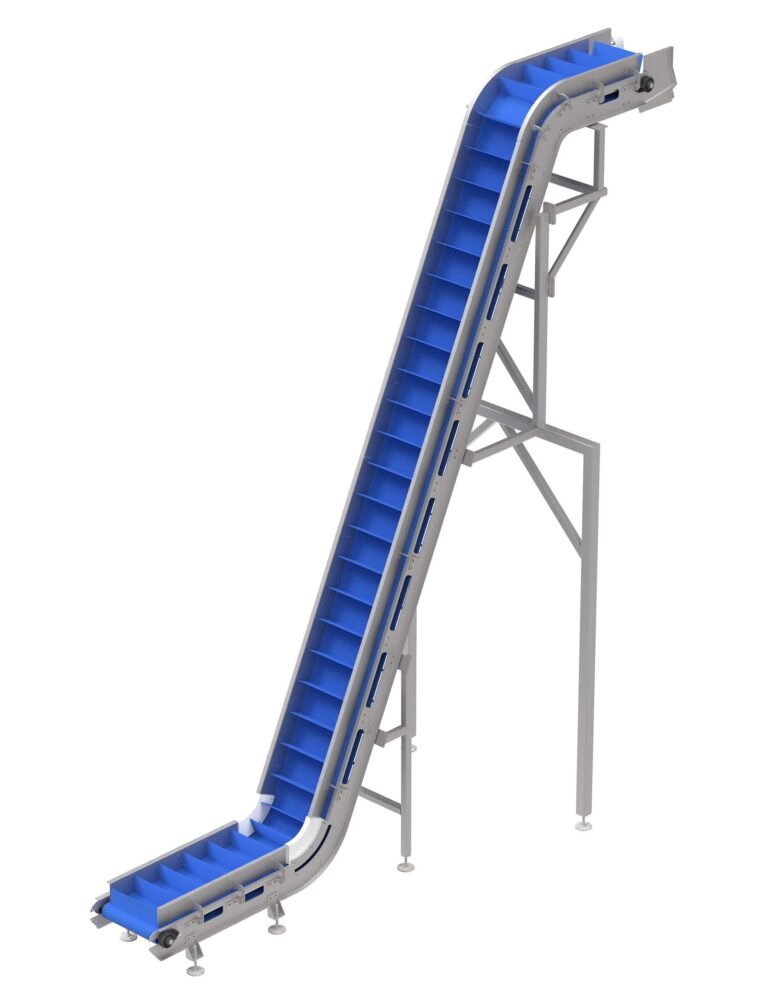
GWI’s Incline Belt-Type Elevators are designed to provide efficient and sanitary solutions for food processing and other industrial applications. Built for durability and precision, these
GWI’s U-Trough-Type Conveyors are designed to meet the specific demands of food processing and other industrial applications, providing efficient and sanitary handling for bulk materials.
