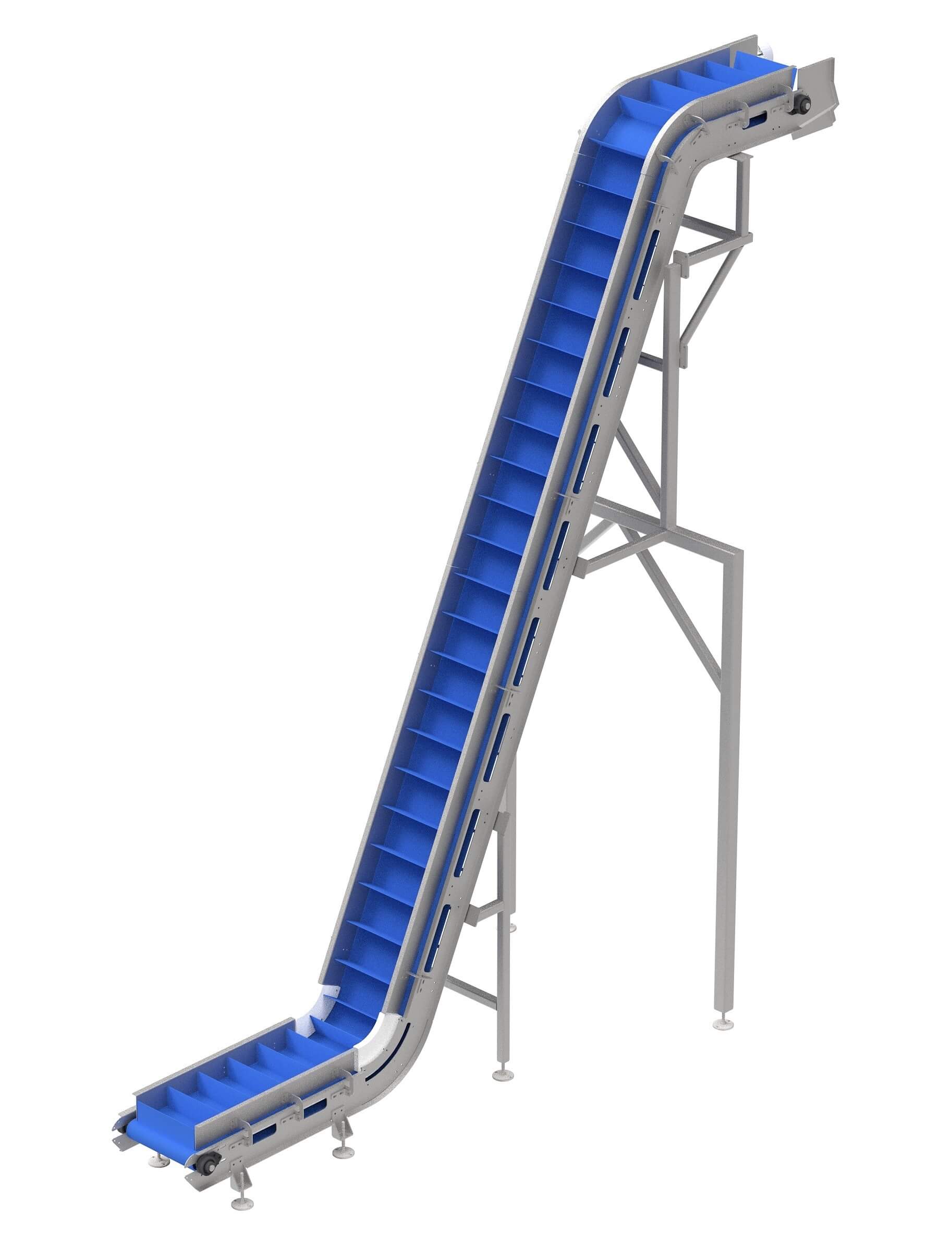
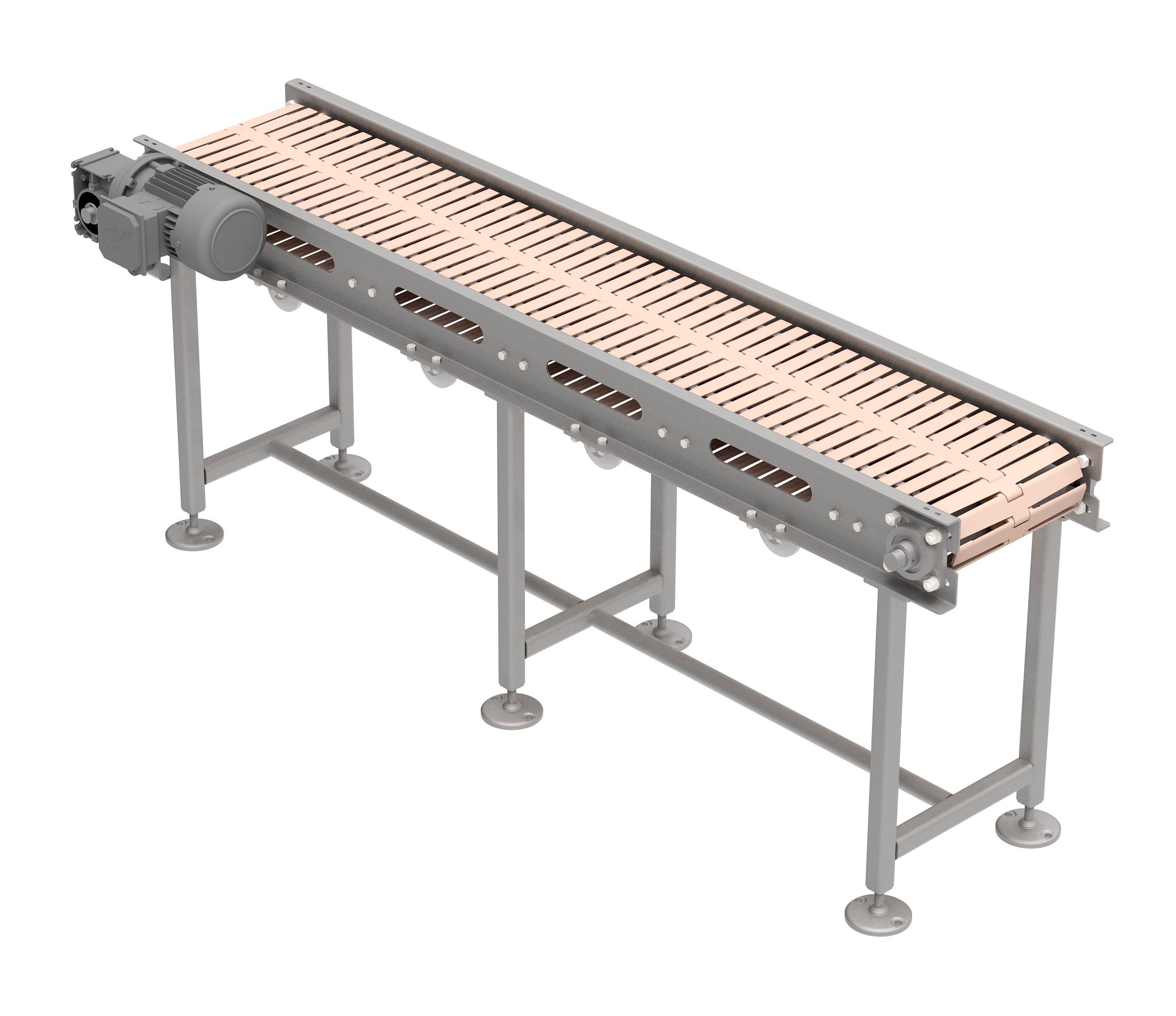
INCLINE PROFILE
GWI’s custom incline profile conveyors are designed to meet the specific needs of food processing and bulk material handling industries. Our conveyors ensure the efficient

GWI’s custom incline profile conveyors are designed to meet the specific needs of food processing and bulk material handling industries. Our conveyors ensure the efficient

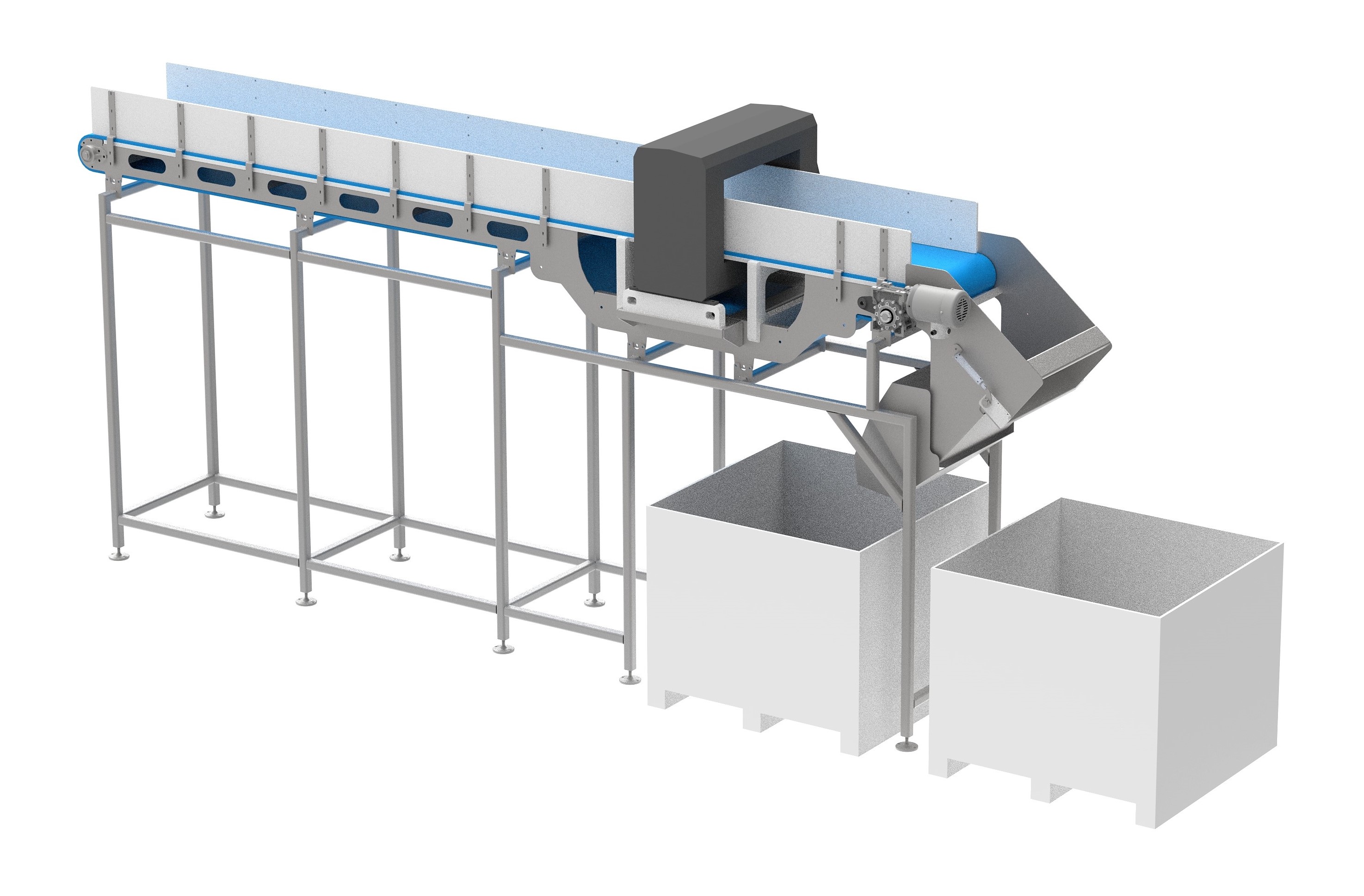
Our advanced bulk metering systems for moving materials offer precision and durability, ensuring seamless flow management across industries. Designed for high-accuracy bulk material handling, our
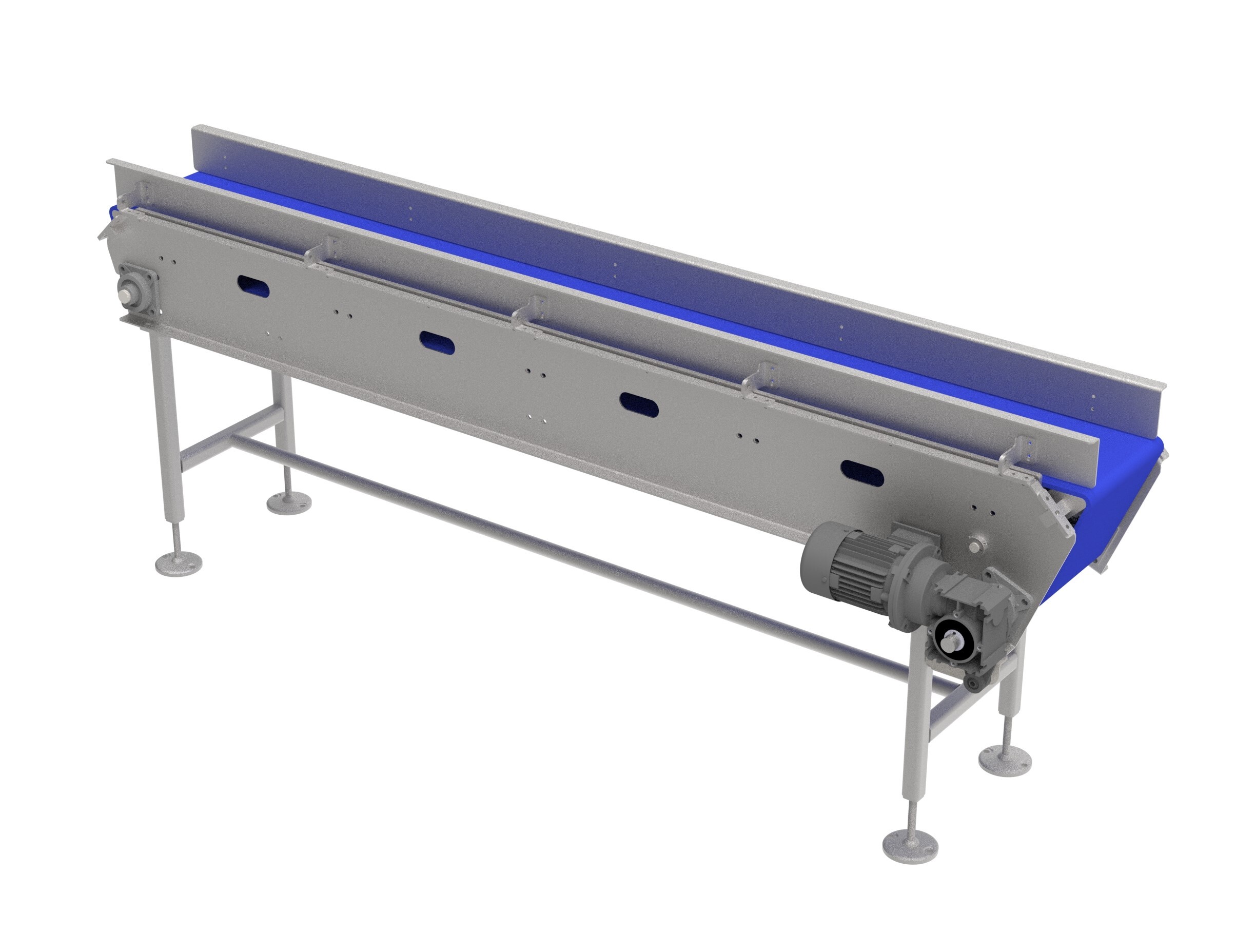
Looking to buy high-sensitivity metal detecting conveyors for enhanced quality control in food processing or material handling industries? Our industrial metal detecting conveyors for sale

Discover our automated accumulation turntables for production lines, designed to increase production efficiency while reducing labor costs. Our adjustable height rotary accumulation tables for warehouses
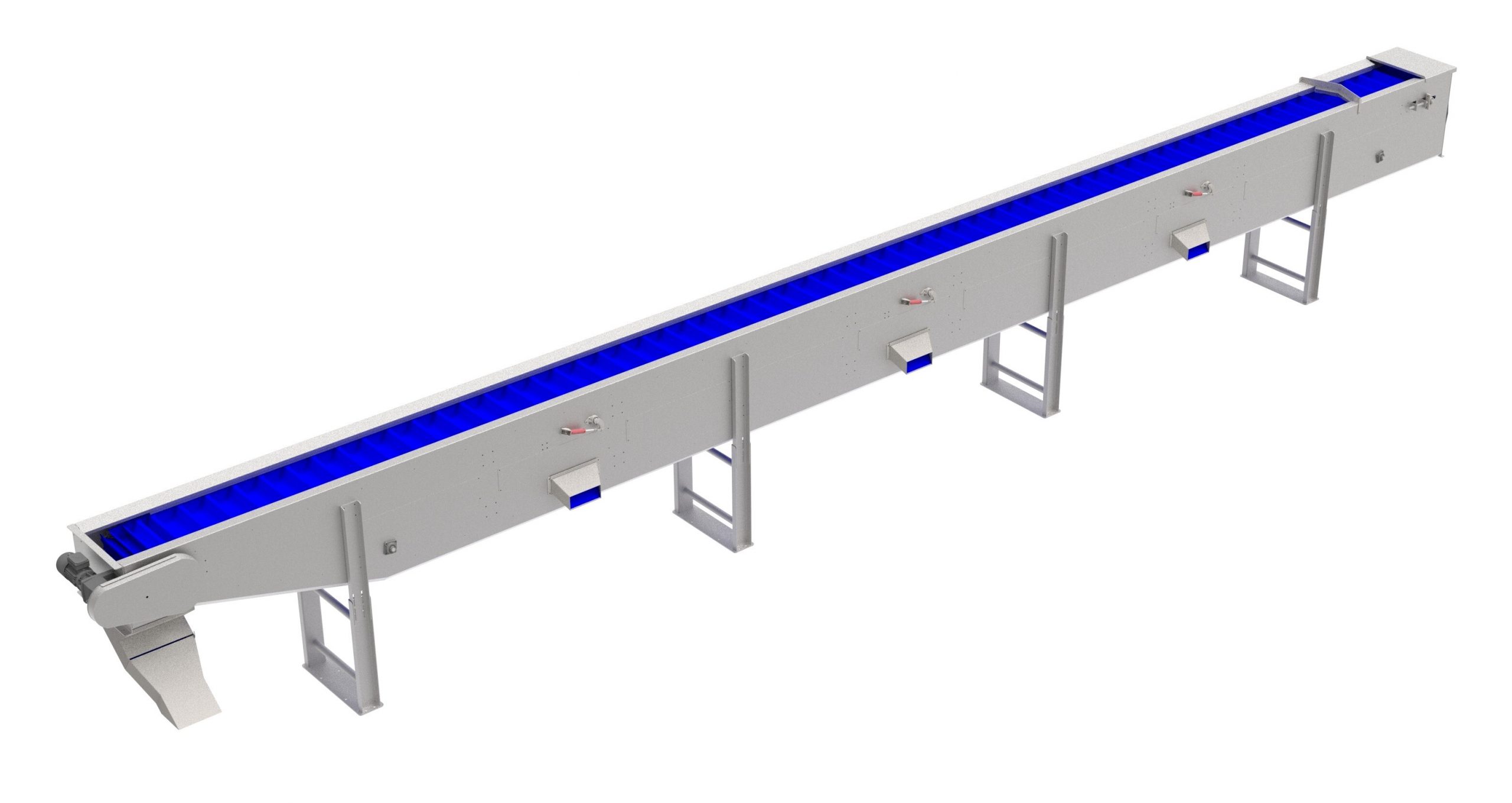
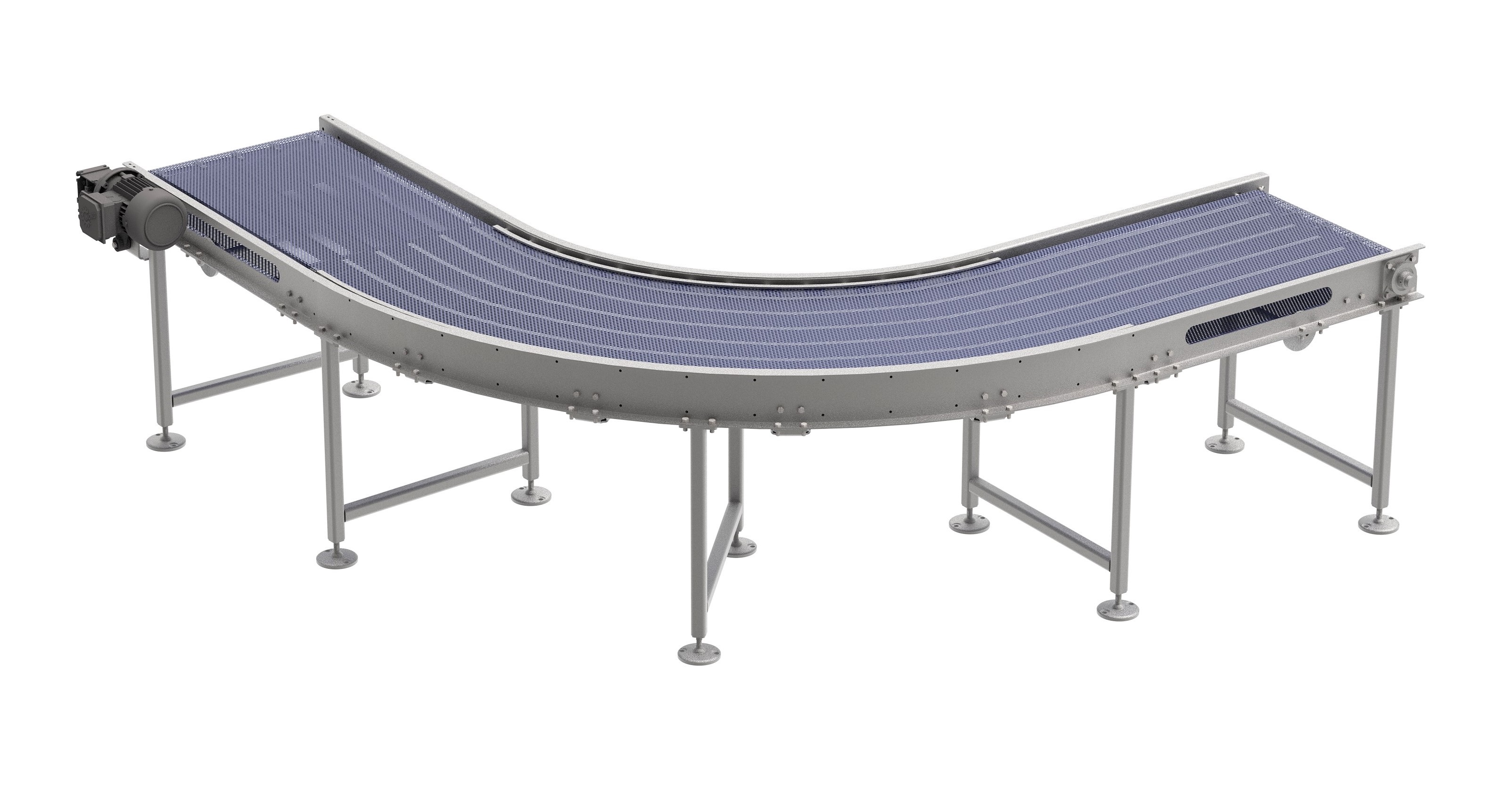
Discover our high-performance nose transition belts for material handling systems, designed to enhance efficiency and reduce downtime in your operations. Our adjustable nose transition belts
Explore our high-capacity bucket distribution conveyors for manufacturing, engineered to enhance efficiency in material handling. Our automated bucket distribution conveyors for warehouses provide seamless integration

GWI’s V-trough conveyors are engineered for efficient bulk material handling across food processing and industrial sectors, ensuring smooth, automated material flow with minimal maintenance. These

Our screw conveyors or auger conveyors are mechanical devices used for transporting bulk materials from one location to another. They consist of a rotating helical
Tabletop conveyors are versatile and efficient tools used in various industries for the seamless movement of materials along a flat surface, which makes it a
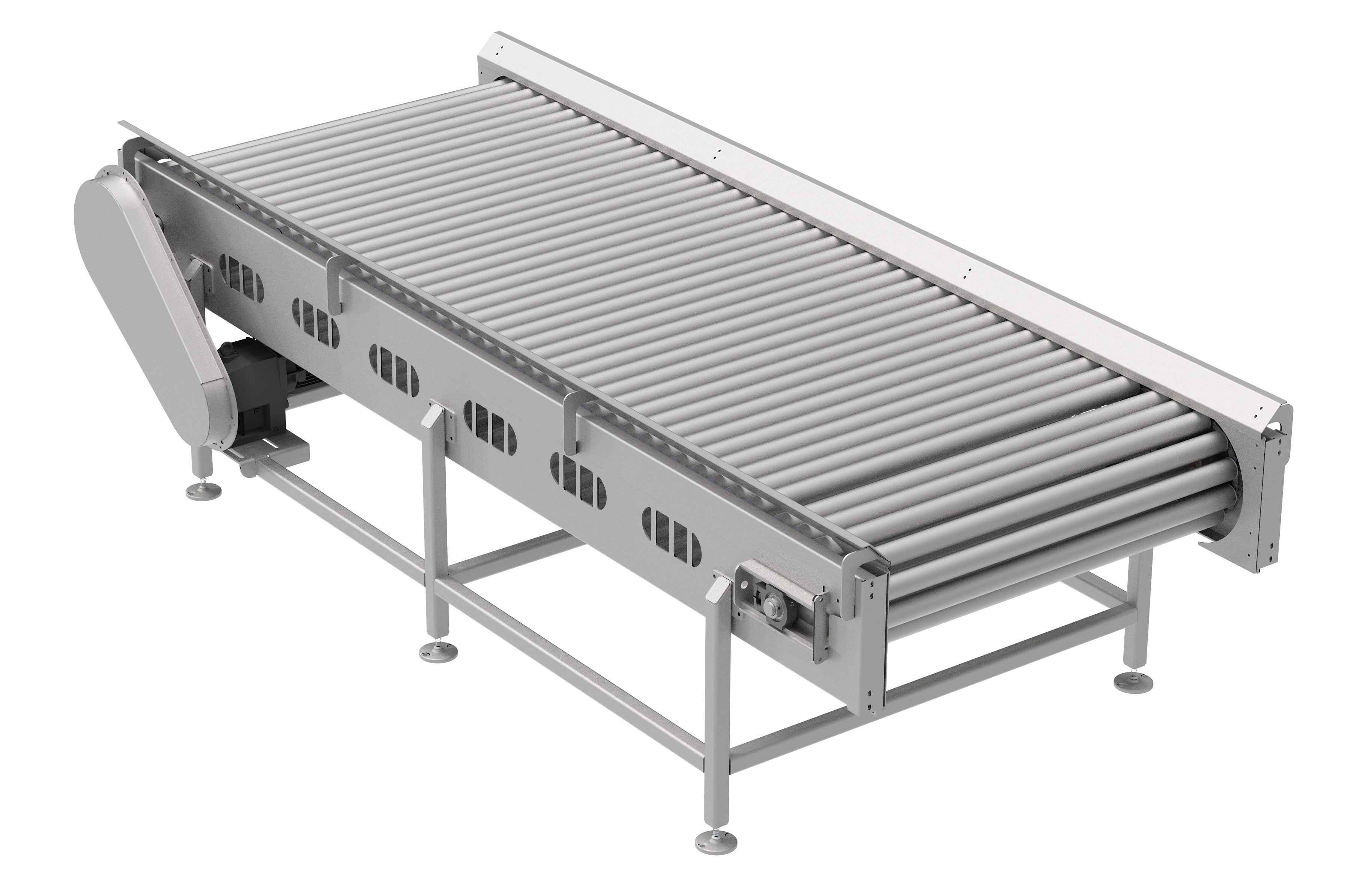
Live roller inspection conveyors are an economical solution and are crucial tools used in various industries and applications, including warehousing, manufacturing, quality control, and product
To operate at peak efficiency, optimizing the transportation of bulk materials is crucial. While manual picking is an option, it wastes valuable time and leaves

Powered roller conveyors are essential components in modern industrial systems, facilitating the efficient and seamless movement of goods and materials. Our conveyors consist of a
